 English
English العربية
العربية azərbaycan dili
azərbaycan dili বাংলা
বাংলা Français
Français Deutsch
Deutsch Indonesia
Indonesia 한국어
한국어 Melayu
Melayu پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Español
Español Kiswahili
Kiswahili ภาษาไทย
ภาษาไทย Türkçe
Türkçe Українська
Українська اردو
اردو Tiếng Việt
Tiếng ViệtTitle: DY319 Extraction Agent Application Guide: Analysis of Key Processes for Nickel-Cobalt-Manganese Separation
In the field of lithium battery metal recovery and purification, DY319 Extraction Agent as a special extraction agent has become the core material for achieving efficient nickel-cobalt-manganese separation. This article will deeply analyze the use conditions and technical specifications of DY319 extraction agent to help enterprises establish a metal extraction process system that meets industry standards.
## 1. Analysis of DY319 Core Application Scenarios
DY319 Extraction Agent is specially designed for deep separation of nickel, cobalt and manganese (Ni/Co/Mn) and calcium and magnesium (Ca/Mg), and is particularly suitable for:
– Recycling of positive electrode materials for lithium batteries
– Hydrometallurgy of laterite nickel ore
– Purification of ternary precursor raw materials
– Metal recovery from industrial wastewater
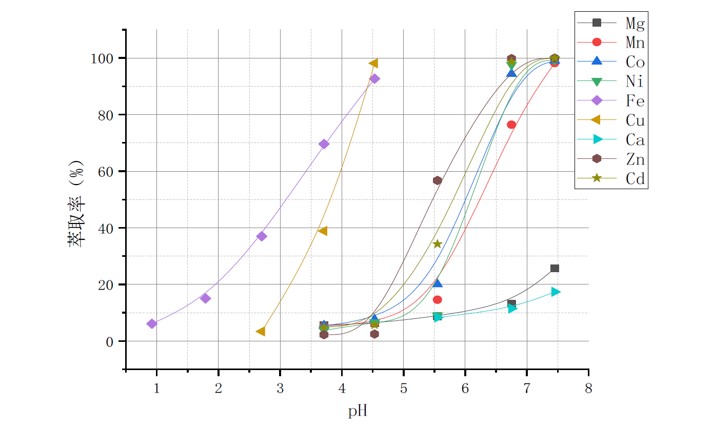
Experimental data show that under optimized process conditions, the extraction efficiency of DY319 for Ni/Co/Mn can reach 98.7%, and the selectivity coefficient for Ca/Mg is as high as 350 or more, which effectively solves the problem of divalent metal separation in traditional processes.
## 2. PH value precision control technology
### 2.1 Optimal PH value range
The PH value of the feed liquid needs to be strictly controlled in the range of 5.0-7.0. It is recommended to use an online PH monitoring system to maintain a fluctuation range of ±0.3. Exceeding this range will result in:
– When PH<5: the risk of metal hydrolysis and precipitation increases
– When PH>7: the saponification reaction of the extractant is irreversible
### 2.2 Adjustment suggestions
– Use ammonia/sulfuric acid dual adjustment system
– The volume of the pre-adjustment tank must ensure a buffer time of more than 30 minutes
– Configure an automatic liquid replenishment device to maintain stability
## 3. Deep impurity removal process standards
| Impurity type | Control standard (ppm) | Exceeding the standard hazard |
|———|————–|———-|
| Fe³+ | <10 | Colloidal blockage |
| Al³+ | <5 | Difficult emulsification and stratification |
| Cr³+ | <2 | Destruction of organic phase |
| Zn²+ | <20 | Competitive extraction |
| Pb²+ | <0.5 | Product contamination |
It is recommended to adopt a three-stage purification process:
1. Sodium sulfide precipitation method to remove heavy metals
2. Oxidation neutralization method to remove iron and aluminum
3. Ion exchange deep purification
## 4. Dynamic control technology of saponification degree
### 4.1 Multi-metal co-extraction parameters
– Saponification degree range: 40-45%
– NaOH addition amount: 0.8-1.2mol/L
– Mixing time: 8-12 minutes
### 4.2 Single metal extraction optimization
– Ni-Mg separation: 50-52% saponification degree
– Co-Mg separation: 53-55% saponification degree
– Mn-Mg separation: 51-54% saponification degree
**Technical tips**: Note the calculation of saponification degree:
“`
Saponification degree (mg NaOH/g) = (V×C×40)/W
“`
(V: NaOH volume; C: actual concentration; W: organic phase mass)
## 5. Key points of process control
1. **Phase regulator selection**: It is recommended to add 5-8% TBP modifier
2. **Ratio control**: O/A ratio maintained at 1:3 to 1:5
3. **Temperature management**: Operating temperature 25±2℃
4. **Level configuration**: Co-extraction requires 6-8 levels of countercurrent extraction
## 6. Solutions to common problems
**Case 1**: Emulsification occurred at a pH value of 7.2 in a certain enterprise
→ Solution: Adjust pH to 6.8 and add 0.05% demulsifier
**Case 2**: Metal entrainment was serious when saponification degree reached 48%
→ Solution: Reduce to 42% and increase mixing and clarification time
## Conclusion
The efficient application of DY319 requires the establishment of a systematic process control system. It is recommended that enterprises be equipped with an online detection system to establish a three-dimensional control model of metal concentration-pH value-saponification degree. For complex raw material systems, it is recommended to conduct laboratory tests to determine the best parameter combination. Through standardized operations, metal recovery can be increased by 15-20% and operating costs can be reduced by more than 30%.
If you need to obtain the complete technical manual of DY319 or a customized process solution, please contact our professional technical team. We provide full technical support from laboratory verification to industrial implementation, helping companies optimize and upgrade their metal purification processes.
Our metal extractants as below, if you need any kind, please ask us:
- P204 (D2EHPA or HDEHP) This is used for first step to remove impurity for laterite nickel ore.
- DY319 high efficiency nickel cobalt co-extraction extractant for battery recycle, can take out nickel and cobalt together from Lithium battery electrolyte.
- DY272 Nickel cobalt separation extractant, it can take cobalt out from nickel cobalt solution, then leave pure nickel.
- DY988N/DY973N/DY902/DY5640 copper solvent extraction reagent.
- P507 non-ferrous metal extractant for copper, zinc, cobalt-nickel, cadmium, gold-silver, platinum group metals, rare earths and so on.
- DY377 efficient nickel and diamond separation extractant.
- DY366 Scandium extractant.
- DY316 Lithium extractant.
